Current Issue

Our Partners
P3 7-8/2021 en
Lanxess
Inorganic Pigments for Coloring Specialty Papers
Special Paper

The use of pigments in the paper industry generally refers to the use of extenders such as chalk or kaolin. Practically insoluble inorganic colorants according to DIN 55943 are used only in specialty papers where, for example, very good drying and wet opacity are required. Along with further raw materials and additives, depending on the finished type of paper, the inorganic pigments are used directly in stock preparation (mass coloration) and are reprocessed into decorative papers on special paper machines. These papers ultimately become either pressing materials for decorative laminates or decorative films that are subsequently pressed onto particle board and used primarily in the furniture industry.
Lanxess: Comprehensive know-how in the manufacturing of inorganic pigments.
Pigments – The difference lies in the optical properties
Understandably, the optical properties – color, tinting strength and hiding power – are of particular importance for colorants such as inorganic pigments. To begin with, color is the main focus of attention, as it determines a pigment’s ability to bring a color concept or sample to fruition. It results from the contrast between light absorption (K) and light scattering ability (S). The ratio of the two variables determines visible reflection.
Colorimetry can be used to determine the color of a pigment, which is either characterized as numeric color values or represented within a color system. The CIELAB color space is described by L*, a* and b*, where:
L* = the light-dark axis
a* = the red-green axis
b* = the yellow-blue axis
The farther the color location is from the colorless point – i.e. from the perception of “no color” such as white, gray, or black – the more brilliant or saturated the color of a pigment is. L* is the lightness axis, on which all neutral gray tones from white to black lie. An ideal black has the lightness value L* = 0; an ideal white the value L* = 100.
The a* and b* axes are overlaid at right angles to the lightness axis and each other. Reference is therefore made to the a*-b* plane, which is at a right angle to the lightness axis. This results in a three-dimensional representation of all visible colors.
Color on other materials: The tinting strength
Tinting strength is an indication of the effect a pigment has on another material such as paper due to its absorption capacity. The relative tinting strength of a color pigment in white reductions is determined by comparison to a similar pigment. The relative tinting strength is a replacement ratio and therefore provides information on the cost-efficiency of a color pigment with consideration of the price.
Contrast over a black-and-white substrate: The hiding power
Another important characteristic value of a pigment besides the tinting strength of a color pigment is the hiding power, also referred to as opacity. The hiding power and the wet opacity of the papers are significantly enhanced by the high absorption resulting from the use of Bayferrox® pigments. In the paper industry, opacity is determined as the contrast ratio over a black-and-white substrate.
Dispersibility
To ensure that the optical properties of an inorganic pigment that are determined in production by particle size also come into play when coloring paper, the pigment must be broken down into primary particles to the greatest possible extent, and these particles must be evenly distributed in the pulp. This also significantly increases opacity. The use of waterborne pigment suspensions (slurries) enables good results and highly efficient metering.
Migration resistance
Inorganic pigments are insoluble in water and therefore resistant to migration. Coloration with inorganic pigments eliminates problems associated with organic pigments, such as leaching, blooming, and inadequate solvent resistance. Inorganic pigments are also not subject to color changes due to the dissolution of the pigments at higher processing temperatures.
Because they are practically insoluble in water, they can be separated using any effective filtration or sedimentation process. The pigments are therefore assigned to the water hazard class “non-hazardous to water.”
Bayferrox® – For outstanding lightfastness in decorative paper
The biggest proportion of inorganic pigments for the paper industry is used for the coloration of decorative papers. The pigments are used directly for mass coloration. Decorative papers are further processed into pressing materials for decorative coatings or into decorative films and then pressed onto particle board. They are used primarily in the furniture industry and in flooring.
Calculated on the basis of dried paper, colored papers pigmented with Bayferrox®, for example, have pigment concentrations between 10% and 20%.
There is great demand for colored pressed materials - in particular for imitation woods. With these, a wood grain print is applied to a decorative paper having a yellowish or reddish brown base tone. Bayferrox® pigments are primarily used here. Compared to organic pigments, inorganic pigments provide outstanding lightfastness in decorative papers – an area in which they are superior to organic pigments. The same applies to opacity.
Iron oxide pigments are the leading inorganic color pigments in terms of quantity. They comprise the shades yellow, red, brown, and black. Iron oxide yellow pigments are iron(III) oxide-hydroxides and have a needle-like particle shape. Iron oxide red pigments are iron(III) oxides, and the iron oxide black pigments are iron(II,III) oxides, both with a spherical form.
The iron oxide brown grades are pigment blends of iron oxide red, black and yellow. A wide range of Bayferrox® pigments are used in paper – especially in decorative paper.
Production of iron oxide pigments
Three processes are manly used to produce iron oxide pigments:
Laux process
Nitrobenzene + iron -> aniline + iron oxide black (Fe3O4) or iron oxide yellow (α-FeOOH)
In this process, nitrobenzene is reduced with metallic iron to form aniline. The reaction is controlled in such a way that a high tinting-strength iron oxide black (magnetite) is formed. This can be used directly or annealed via calcination to produce high tinting strength α-Fe2O3 red pigments.
The addition of aluminum chloride to the reaction mixture yields α-FeOOH yellow pigments.
Precipitation process
Iron sulfate + caustic soda + air -> iron oxide yellow (α-FeOOH) or iron oxide black (Fe3O4)
With the suitable selection of the reaction conditions, yellow, black, and red pigments can be obtained from iron(II) salt solutions via an air oxidation process. The production of α-FeOOH yellow pigments is the most significant. The first reaction step is the production of the α-FeOOH seeds, which are the determining factor for the pigment properties. These are very fine particles. To obtain pigments with matching properties, the seed must be grown to the crystal size and shape corresponding to the desired shade in a second reaction step.
Penniman process
In this process, iron is oxidized in a medium containing sulfuric acid under the influence of atmospheric oxygen to form yellow iron oxide (Bayferrox® yellow 920). Iron sulfate is used as a catalyst here. In order to obtain high-quality yellow pigments, the presence of yellow seed is additionally required.
Iron + sulfuric acid + water -> iron sulfate + air -> iron oxide yellow (α-FeOOH)
Proven pigments for the paper industry
Red grades: The 100-series Bayferrox® red pigments (α-Fe2O3) are produced using the Laux process with subsequent annealing. They are characterized by very high pressing temperature stability.
The blue undertone of the red shades increases with particle size. The red Bayferrox® grades exhibit a negative zeta potential across all process pH values during the process production of paper, ensuring stable coloration.
Yellow grades: Bayferrox® 420 is also produced using the Laux process. It has a higher pressing temperature stability (up to 20 degrees Celsius) than conventional yellow pigments that are produced using the Penniman or precipitation processes. Nearly all yellow products are iron oxide-hydroxide in the α-FeOOH phase.
One exception with high color strength and brilliance is Bayferrox® 943. It is a γ-FeOOH, which differs physically from the other 900-series grades. It can be used to match the color of high-grade woods such as palisander and mahogany. Brown grades are blends of red, yellow and black to allow coloration with the specified quality.
Depending on the press temperature and residence time, the more-brilliant 900 grades may undergo a slight color change in the presence of reducing substances (melamine formaldehyde resins), but this can be reversible. For this reason, preliminary testing under practical conditions is essential.
One specialty product is Colortherm® Yellow 5, an iron oxide yellow pigment with improved pressing temperature stability and lightfastness. An inorganic aftertreatment gives it its high heat stability. The product is one of a range of high-performance special pigments, is easy to break down and distribute, and reaches its final tinting strength quickly. It does not show migration, and also brings high light fastness and weather resistance. The product is part of the range of Colortherm® pigments, which were developed specifically for applications with demanding requirements.
Black grades: Bayferrox® 306 is an established black with a blue undertone; the grades Bayferrox® 318 M and Bayferrox® 318 MB have a greater tinting strength. Bayferrox® 360 is an innovative product with a blue undertone. Its high tinting strength makes it suitable for deep colors and nuances for all applications.
Application example: Laminate
Laminate offers numerous advantages: It is easy to clean, very robust, and ideal for allergy sufferers. Laminate floors are also resistant to staining and largely resistant to chemicals and cigarette embers. Decor panels or laminate are available in numerous colors and designs, from plain and natural wood or stone finishes to futuristic metallic looks. They consist of cellulose fiber webs (paper) impregnated with thermosetting resins. The covering layer is impregnated with melamine resin and bears decorative colors or printed designs. Inorganic pigments from the specialty chemicals company Lanxess that ensure opaque, color-stable, and lightfast coloration of the paper are also available.
The most common type is DPL (direct pressed laminate) flooring. It has the following structure:
- Overlay – a resistant specialty coating and a robust, easy-to-care-for surface
- Decorative paper – visual design
- HDF or MDF wood core substrate – the heart of the laminate flooring
- Backing layer – a moisture-resistant backing for shape stabilization.
These four components are pressed directly onto the substrate under heat and pressure and are forwarded for profiling following a cool-down phase.
In HPL (high-pressure laminate), in contrast with DPL, several layers of paper are compacted with the substrate and the backing under pressure and heat.
The structure of HPL laminate flooring is as follows:
- Overlay
- Decorative paper
- Multiple kraft sheets
- HDF or MDF substrate
- Backing
These components are pressed on in two work steps under pressure and heat. In the first work step, the protective overlay, the decorative paper, and the kraft sheets are pressed under extremely high pressure to form a single layer. In the second step, the HPL layer is bonded to the HDF or MDF fiberboard. A The backing laminate is produced in the same way. The backing comprising a high-quality top laminate is pressed onto the reverse of the element and improves distortion resistance.
The figure shows the typical structure of a decorative HPL pressed material.
Spot-on color – even with decorative paper
The color location of a pigment is determined by L*, a*, and b*. However, it is not always possible to hit the exact color location during pigment production. More or less noticeable color differences due to a deviation from the color location therefore cannot be completely eliminated.
This color difference is characterized by ΔL*, Δa*, and Δb*. Perceptibility of the deviation differs in various media, meaning that a greater deviation from the standard color location can be tolerated in some applications. This is not the case with decorative paper: Color deviations are much more pronounced in decorative paper. For this reason, the decorative paper industry demands that the pigments meet much tighter color specifications.
Bayferrox® pigments for the paper industry therefore bear a quality marking. The colors in laminate are specified within very tight limits. This high quality is certified by the manufacturer’s certificate of analysis (CoA).
Delivery in recyclable paper sacks eliminates the dusty opening of the sacks.
For the special requirements of the foodstuffs industry, grades with the special Z specification (e.g. Bayferrox® 920 Z) are available, guaranteeing a particular freedom from heavy metals. These are used for cigarette tipping papers, for instance.
About Lanxess
Lanxess is a worldwide operating manufacturer of inorganic pigments. The Inorganic Pigments business unit provides:
- comprehensive papermaking expertise
- technical competence in laminate testing
- decades of experience with inorganic pigments
- assistance with lightfastness testing
- determination of pressing temperature stabilities
- assistance with the development of color formulations
- experience with metering and bulk handling technology, slurries
- specifications with certificate of analysis
- product release by quality control laboratory
- archiving of laboratory data
- order management in SAP
- certification to DIN EN ISO 9001, 14001 (DQS)
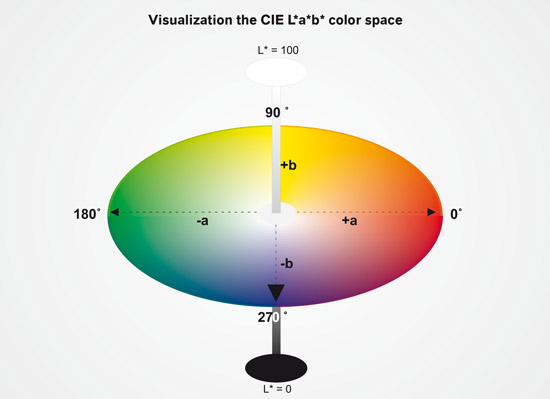
The CIELAB color space.
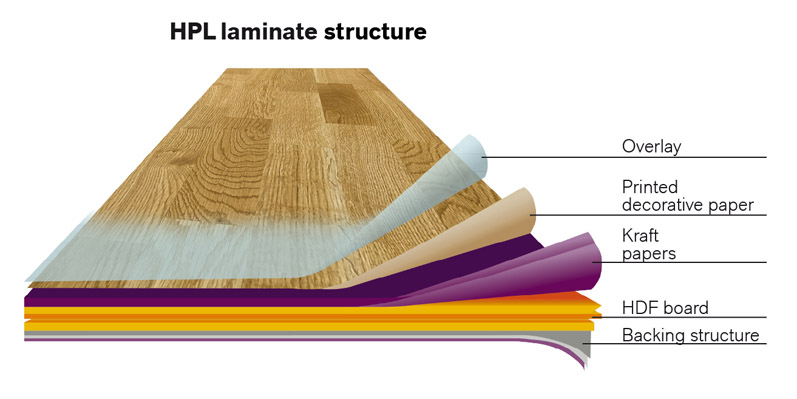
Typical structure of a decorative HPL pressed material.
Cut paper.
Soak paper.

Dry paper.

Cut and fix paper.
Autor: Christoph Schmidt, Head of Market & Customer Communications, LANXESS Deutschland GmbH, Business Unit Inorganic Pigments
Editor: sbr
Images: Lanxess
